




1. Passgenauigkeit und Lötspalt
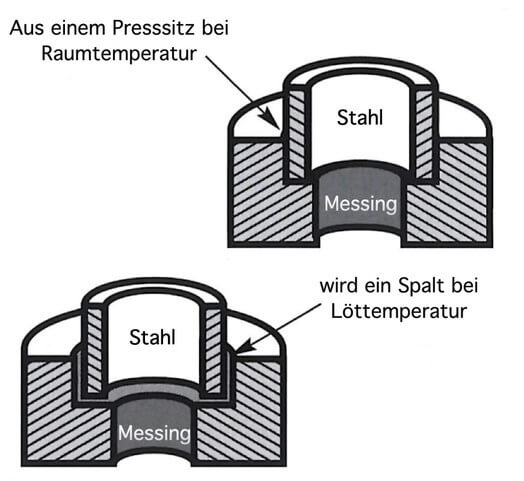
Damit Lot zwischen zwei zu verbindenden Materialien fliessen kann, muss ein Spalt oder Zwischenraum vorhanden sein. Damit eine Kapillarwirkung entstehen und das Lot bei erreichen der Verarbeitungstemperatur fliessen kann, muss dieser Spalt genau definiert sein. Es gibt keine einfache Methode, um die Kapillarwirkung des Hartlotes zu beschreiben. Obwohl die Strömungslehre als Grundlage herangezogen werden kann, ist dieses Thema sehr komplex. Als Faustegel ist je nach Lot und Verfahren ein Lötspalt zwischen 0.02 bis maximal 0,1 mm anzustreben. Bei der Definition des Lötspaltes muss auch der Ausdehnungskoeffizient der Materialien berücksichtigt werden, sollten diese verschieden sein. Denn beim Hartlöten wird je nach Lot eine Temperatur von ca. 700°C erreicht. bei dieser Temperaturdifferenz kann es vorkommen, dass ein Lötspalt der bei Zimmertemperatur gemessen wurde auf null aufgeht, oder zu gross wird, je nach Materialpaarung. Die Mitarbeiter der Construtec AG beraten Sie gerne bei dieser Aufgabe.

Flussmittel sind Gemische von Chemikalien, die dazu dienen die Bildung von Oxiden und anderen unerwünschten Stoffen im geschmolzenen Hartlot und auf den festen Oberflächen des Grundmetalls zu verhindern und solche Unterstoffe aufzulösen oder auf andere Weise zu entfernen. Der Zweck von Flussmitteln besteht darin, das Grundmetall und das Hartlot vor Oxidation schützen. Indem es die Oberflächenoxide entfernt, verringert das Flussmittel die Oberflächenspannung und fördert das freie Fliessen des Hartlotes.
Flussmittel schmelzen bei einer Temperatur, die unterhalb der des Hartlotes liegt und fliessen in die Verbindung um sie für das Lot vorzubereiten. Das Lot muss beim Schmelzen das Flussmittel verdrängen während das Lot durch Kapillarwirkung in die Verbindung gezogen wird. Wenn der Abstand zu klein ist, wird das Flussmittel so fest in der Verbindung gehalten, dass eine Verdrängung durch das flüssige Lot schwierig oder unmöglich ist. Dadurch können Lunker entstehen. Wenn der Abstand zu gross ist, wandert das flüssige Lot ungleichmässig und erzeugt übermässige Flussmitteleinschlüsse.
Schutzatmosphären haben die gleiche Funktion wie die Flussmittel. Zu den verschiedenen Arten von Schutzatmosphären gehören verbranntes Brenngas, Wasserstoff, Stickstoff, Vakuum und Argon.
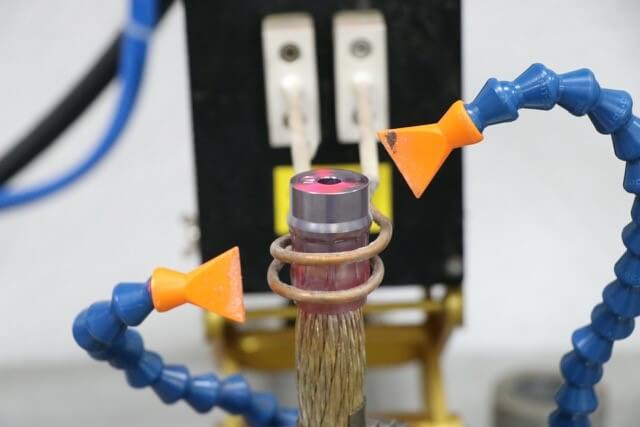
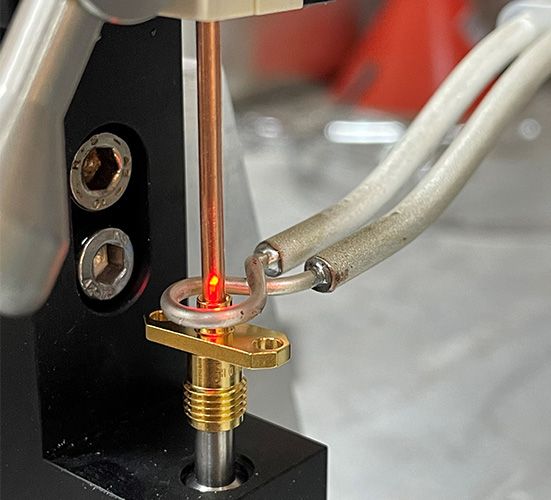
Die Construtec AG hat sich auf das Induktionslöten spezialisiert. Beim Induktionslöten werden die Bauteile im Bereich der zu verbindenden Bauteile örtlich auf die Löttemperatur erhitzt. Dies geschieht durch die Einbringung von elektrischer Energie mittels einer Induktionsspule oder eines Induktors. Da nur der Verbindungsbereich erwärmt wird, ergeben sich erhebliche Energieeinsparungen. Das Induktionslöten kann in manuellen, mechanisierten, halbautomatischen und automatisierten Produktionsverfahren eingesetzt werden.
Das Induktionslöten eignet sich sowohl für Einzelteile als auch für die Serienproduktion die eine örtliche Erwärmung der Verbindung erfordern. Dieses Lötverfahren wird unter anderem in der Luft- und Raumfahrt, der Automobilindustrie, der Elektronik- und Elektroindustrie zur Herstellung von Industrie- und Konsumgütern eingesetzt.
Die Löttemperatur wird berührungslos über ein Pyrometer gemessen und an die Steuerung übertragen. Diese regelt die Temperatur innerhalb einer engen Toleranz.
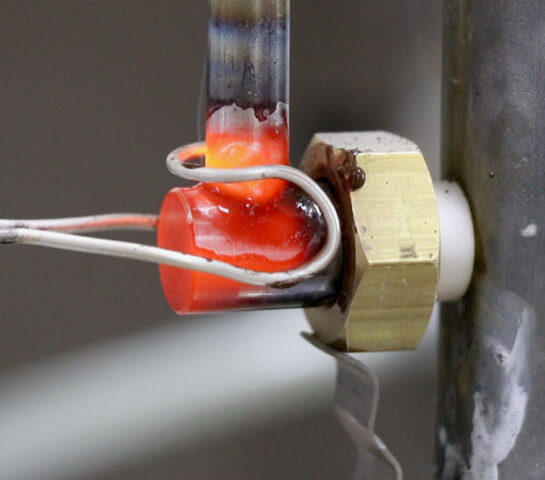
Die visuelle Prüfung einer Lötverbindung ist die am häufigsten verwendete Methode der zerstörungsfreien Prüfung. Sie ist auch eine geeignete Vorprüfung, wenn andere Untersuchungs- und Prüfverfahren eingesetzt werden sollen. Die Sichtprüfung wird mit und ohne Vergrösserung durchgeführt. Mit dieser Methode lassen sich äussere Anzeichen von Hohlräumen, Porosität, Oberflächenrissen, Grösse und Form von Hohlkehlen, unterbrochenen Hohlkehlen, Erosion des Grundmetalls und das allgemeine Erscheinungsbild des Lots gut beurteilen. Um eine Lötstelle per Sichtprüfung sicher beurteilen zu können, muss das Lot im Idealfall beim Lötprozess auf einer Seite der Verbindung aufgetragen werden um auf der Gegenseite eine Hohlkehle zu bilden. Dieses “durchlaufen” des Lotes durch die Lötstelle lässt darauf schliessen, dass die gesamte Lötstelle mit Lot benetzt ist.
Innere Unvollkommenheiten wie eingeschlossenes Flussmittel, Porosität, fehlende Füllung und innere Risse können in einer Lötverbindung durch Sichtprüfung nicht immer ausgeschlossen werden. Hohlkehlen auf beiden Seiten einer Lötstelle, selbst wenn sie durchgängig sind, garantieren nicht die vollständige Füllung der Lötstelle mit Hartlot.
