Brasage par induction à la demande
Le terme de brasage par induction fait référence au chauffage des pièces par induction. Dans ce procédé, les composants à traiter sont chauffés sans contact par une bobine d'induction, l'inducteur. La bobine est adaptée à la forme des composants et fabriquée spécialement pour l'application concernée. La température de traitement est mesurée sans contact à l'aide d'un pyromètre et maintenue constante par l'appareil de commande. Ce procédé se caractérise par une grande reproductibilité. C'est pourquoi il est souvent utilisé pour la production de pièces en série. Mais il est également rentable pour les pièces individuelles. Le chauffage ciblé des pièces par la bobine d'induction fait de ce procédé le plus économique de tous les procédés de brasage, car dans de nombreux cas, seule une partie de la pièce est chauffée. Grâce à l'induction, la chaleur n'est pas apportée de l'extérieur, mais se produit directement dans la pièce elle-même. Ainsi, pratiquement 100% de l'énergie dépensée pour chauffer les composants est utilisée.


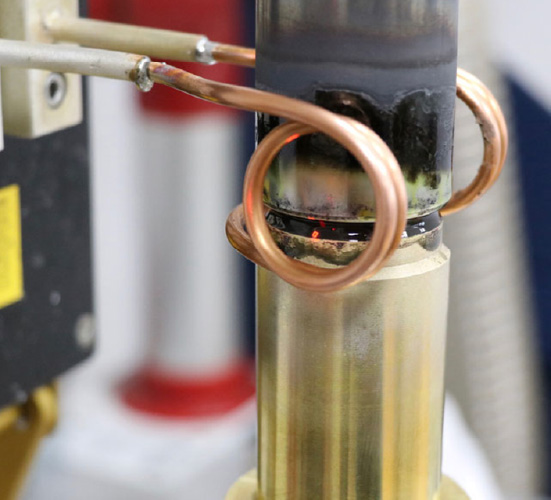
Brasage par induction de tubes et de cylindres en acier
Cylindre : acier de décolletage ø 40 mm, s = 10 mm
Tube courbé : St 37 ø 18 mm, s = 1.5 mm
L'un des avantages de l'induction réside dans le chauffage partiel et très rapide des pièces.
La bobine d'induction spécialement fabriquée pour cette application permet de chauffer les deux pièces de manière uniforme et simultanée. Au moyen d'un pyromètre, la température de traitement optimale peut être réglée et maintenue avec précision. C'est un avantage décisif pour la production en série. Nous documentons tous les paramètres de chaque processus de brasage. Cela permet d'exécuter des commandes récurrentes avec une qualité constante.
Ce procédé permet également de braser de l'acier chromé, par exemple.
Brasage par induction Cylindre en acier inoxydable et piston en cuivre
Piston : CuSn12 (cuivre) ø 32 mm plein
Cylindre 1.4301 (acier chromé) ø 32 mm creux.
Il est important de chauffer les deux pièces en même temps pour obtenir une soudure de haute qualité.
Chauffage des pièces au moyen d'une bobine d'induction, spécialement conçue pour ces pièces.
Le cylindre en alliage de cuivre nécessite plus de temps que le cylindre en acier chromé en raison de sa bonne conductivité électrique. Le cylindre en acier inoxydable, avec une épaisseur de paroi de seulement 3 mm et une moins bonne conductivité du matériau, atteint beaucoup plus rapidement la température de brasage requise. Avec une bobine appropriée et une position correcte, cet effet peut être maintenu dans des limites raisonnables.
Plus d'infos sur le brasage par induction ?


