Relier des métaux de manière durable
Les métaux peuvent être assemblés de manière durable au moyen d'une multitude de procédés. Construtec AG s'est spécialisée dans deux domaines. Il s'agit du soudage au laser et du brasage.

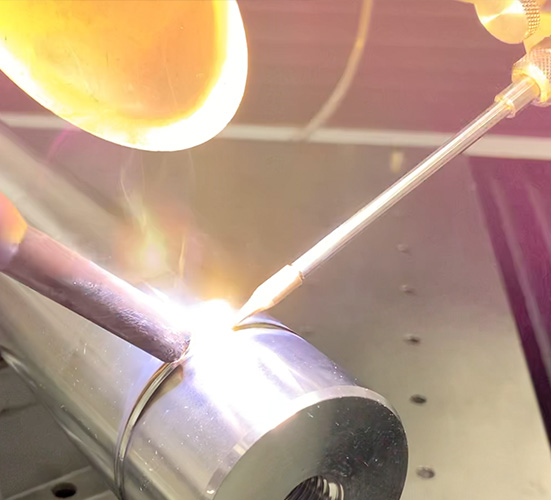
Soudage au laser
Soudage sans déformation grâce à la technique laser. La pièce à usiner est fondue avec précision par le rayon laser dans la zone du cordon de soudure, généralement avec un diamètre de rayon laser inférieur à 1 mm. Très peu d'énergie est dissipée dans l'environnement. Résultat : un soudage pratiquement sans déformation.
Différents types de métaux
Grâce à la fusion précise du matériau de base, il est possible d'assembler des métaux parfois très différents les uns des autres. L'ajout d'un matériau sous forme de fil permet d'assembler certains matériaux difficiles à souder. Le matériau d'apport compense le matériau manquant ou défavorable et il en résulte un cordon de soudure homogène. Grâce à l'utilisation de l'argon comme gaz de protection, le cordon de soudure est protégé des influences environnementales et ne doit être légèrement brossé qu'après le soudage d'alliages défavorables. Il n'y a pas de décoloration de la surface.
Métaux non ferreux
Les métaux non ferreux comme l'aluminium ou la fonte d'aluminium sont faciles à souder, le cuivre et les alliages de cuivre le sont moins. Le défi des alliages de cuivre comme le laiton est le point d'ébullition du zinc de 907°C. Celui-ci peut toutefois être compensé par l'ajout d'un fil à souder approprié, de sorte qu'un cordon de soudure en laiton répond également à des exigences élevées.
Le bon choix du métal d'apport
Avec le matériau d'apport approprié, il est possible d'atteindre des duretés de matériau allant jusqu'à 62 HRc pour les aciers à outils. Pour éviter la formation de fissures, les couches inférieures sont constituées d'un matériau plus tendre en cas d'application de plusieurs couches. La dernière "couche supérieure" est réalisée avec le matériau plus dur.

Brasage fort
Contrairement au soudage au laser, le brasage ne fait pas fondre le matériau de base. Les pièces sont chauffées à une température d'environ 650 à 1'100°C, selon le matériau de base et le métal d'apport utilisé.
Plus d'informations ?
