Induktionslöten im Auftrag
Der Begriff Induktionslöten bezieht sich auf die Erwärmung der Werkstücke durch Induktion. Die zu verarbeitenden Komponenten werden bei diesem Verfahren mit einer Induktionsspule, dem Induktor, berührungslos erhitzt. Die Spule wird an die Form der Komponenten angepasst und speziell für die jeweilige Applikation hergestellt. Mit einem Pyrometer wird die Verarbeitungstemperatur berührungslos gemessen und vom Steuergerät konstant gehalten. Das Verfahren zeichnet sich durch eine hohe Reproduzierbarkeit aus. Darum wird es vielfach für die Produktion von Serienteilen eingesetzt. Aber auch bei Einzelteilen lohnt sich der Aufwand. Die gezielte Erwärmung der Teile durch die Induktionsspule macht dieses Verfahren zum ökonomischsten aller Lötverfahren, denn in vielen Fällen wird nur ein Teil des Werkstückes erhitzt. Durch die Induktion wird die Wärme nicht von aussen zugeführt, sondern entsteht direkt im Werkstück selbst. Dadurch wird praktisch 100% der aufgewendeten Energie zum Erwärmen der Komponenten verwertet.


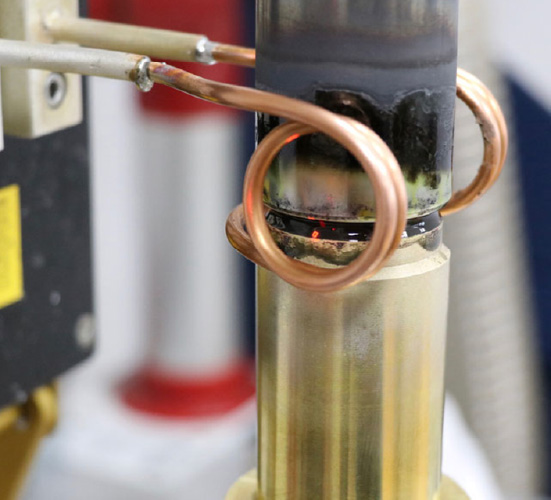
Stahlrohr und Zylinder hartlöten mittels Induktion
Zylinder: Automatenstahl ø 40 mm, s = 10 mm
Gebogenes Rohr: St 37 ø 18 mm, s = 1.5 mm
Einer der Vorteile der Induktion liegt in der partiellen und sehr schnellen Erwärmung der Werkstücke.
Die speziell für diese Anwendung hergestellte Induktionsspule ermöglicht die Erwärmung beider Bauteile gleichmässig und gleichzeitig. Mittels Pyrometer kann die optimale Verarbeitungstemperatur genau eingestellt und eingehalten werden. Für die Serienfertigung ist dies ein entscheidender Vorteil. Wir dokumentieren sämtliche Parameter jedes Lötprozesses. Dies ermöglicht wiederkehrende Aufträge mit gleichbleibender Qualität auszuführen.
Mit diesem Verfahren lässt sich z. B. auch Chromstahl hartlöten.
Induktionslöten Edelstahl-Zylinder und Kolben aus Kupfer
Kolben: CuSn12 (Kupfer) ø 32 mm Vollmaterial
Zylinder 1.4301 (Chromstahl) ø 32 mm hohlgebort
Gleichzeitiges erwärmen beider Teile ist für eine qualitativ hohe Lötstelle wichtig.
Erwärmen der Teile mittels Induktionsspule, speziell für diese Teile hergestellt.
Der Zylinder aus einer Kupferlegierung benötigt aufgrund der seiner guten elektrischen Leitfähigkeit länger als der Zylinder aus Chromstahl. Der rostfreie Stahlzylinder ist mit einer Wandstärke von nur 3 mm und der schlechteren Leitfähigkeit des Materials viel schneller auf der benötigten Löttemperatur. Mit der geeigneten Spule und richtigen Position kann dieser Effekt in Grenzen gehalten werden.
Mehr Infos zum Induktionslöten?





