Metalle dauerhaft verbinden
Metalle können mittels einer Vielzahl von Verfahren dauerhaft verbunden werden. Die Construtec AG hat sich auf zwei Gebiete spezialisiert. Es sind dies das Laserschweissen und das Löten bzw. Hartlöten.

Laserschweissen
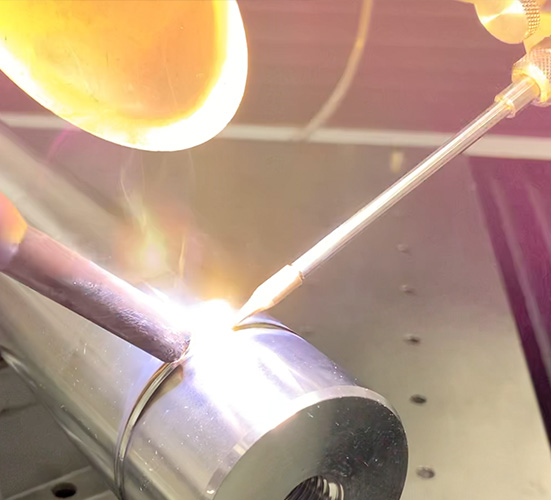
Verzugsfreies schweissen durch Lasertechnik. Das Werkstück wird mit dem Laserstrahl im Bereich der Schweissnaht punktgenau, meistens mit einem Laserstrahl-Durchmesser von unter 1 mm aufgeschmolzen. Es fliesst nur wenig Energie in die Umgebung ab. Das Resultat: Praktisch verzugsfreies Schweissen.
Verschiedenartige Metalle
Durch das präzise Aufschmelzen des Grundwerkstoffes können z.T. auch verschiedenartige Metalle miteinander verbunden werden. Die Zugabe von Werkstoff in Form eines Drahtes, ermöglicht es, gewisse schwierig zu schweissenden Materialien zu verbinden. Der Zusatzwerkstoff kompensiert das fehlende oder ungünstige Material und es entsteht eine homogne Schweissnaht. Durch die Verwendung von Argon als Schutzgas wird die Schweissnaht vor Umwelteinflüssen geschützt und muss nur nach dem Schweissen von ungünstigen Legierungen etwas abgebürstet werd0en. Es entstehen keine Verfärbungen der Oberfläche.
Nichteisenmetalle
Nichteisenmetalle wie z.B. Aluminium oder Aluguss sind gut schweissbar, Kupfer und Kupferlegierungen bedingt. Die Herausforderung bei Kupferlegierungen wie z.B. Messing ist der Siedepunkt des Zinks von 907°C. Dieser kann durch Zugabe von geeignetem Schweissdraht jedoch ausgeglichen werden, so dass auch eine Messing- Schweissnaht hohe Anforderungen erfüllt.
Die richtige Wahl des Zusatzwerkstoffes
Mit dem geeigneten Zusatzwerkstoff können bei Werkzeugstählen Materialhärten von bis zu 62 HRc erreicht werden. Um Rissbildung vorzubeugen, werden bei mehreren Lagen die unteren Schichten mit weicherem Material aufgebaut. Die letzte “Deckschicht” erfolgt mit dem härteren Werkstoff.

Hartlöten
Im Gegensatz zum Laserschweissen wird beim Hartlöten das Grundmaterial nicht aufgeschmolzen. Die Teile werden je nach Grundmaterialien und der verwendeten Lote auf ca. 650 bis 1’100°C erwärmt und unter Zugabe eines Zusatzwerkstoffes mit einem Schmelzpunkt unterhalb desjenigen des zu fügenden Metalles zusam-mengefügt.
Mehr Infos?



